
 手机网站
手机网站
手机网站
手机网站
 上海松勒气保焊机NBC-270 280 二保焊
上海松勒气保焊机NBC-270 280 二保焊
350x350 - 37KB - JPEG
 两用一体NBC 350 500双电压二保焊
两用一体NBC 350 500双电压二保焊
350x350 - 137KB - JPEG
 380V二氧化碳气保焊\/电焊二保焊机新款 .
380V二氧化碳气保焊\/电焊二保焊机新款 .
350x350 - 53KB - JPEG
 气体保护焊二保焊机220\/380V双电压气保
气体保护焊二保焊机220\/380V双电压气保
790x1470 - 229KB - JPEG
 500 IGBT二氧化碳气保焊机工业二保焊机
500 IGBT二氧化碳气保焊机工业二保焊机
300x300 - 63KB - JPEG
 12mm以上的钢板用二保焊焊接时电流电压
12mm以上的钢板用二保焊焊接时电流电压
230x228 - 64KB - PNG
 二保焊电流和电压的匹配,只需三招!
二保焊电流和电压的匹配,只需三招!
640x500 - 39KB - JPEG
 二保焊电流和电压的匹配,只需三招!
二保焊电流和电压的匹配,只需三招!
1080x607 - 93KB - JPEG
 详解二保焊机电流和电压调节匹配方法
详解二保焊机电流和电压调节匹配方法
660x254 - 9KB - PNG
 二保焊电流和电压的匹配,只需三招!
二保焊电流和电压的匹配,只需三招!
1080x713 - 55KB - JPEG
 二保焊电流和电压的匹配,只需三招!
二保焊电流和电压的匹配,只需三招!
600x391 - 34KB - JPEG
 二保焊电流和电压的匹配,只需三招!
二保焊电流和电压的匹配,只需三招!
640x475 - 40KB - JPEG
 二保焊电流电压调节公式焊接参数_焊丝
二保焊电流电压调节公式焊接参数_焊丝
484x265 - 20KB - JPEG
 二保焊电流和电压的匹配,只需三招!
二保焊电流和电压的匹配,只需三招!
600x400 - 32KB - JPEG
 详解二保焊机电流和电压调节匹配方法
详解二保焊机电流和电压调节匹配方法
640x351 - 9KB - JPEG
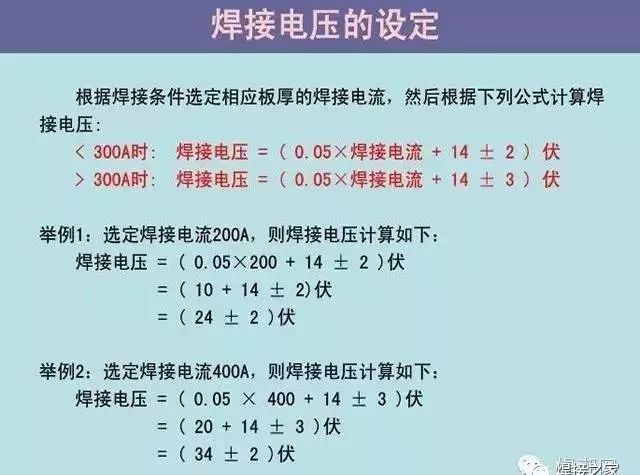
[最佳答案] 二保焊电流电压有个匹配关系。 电压=电流×0.05+14±2,这个是经验公式,完全可信,比如电流200A,电压就是24±2V。 只是有时现场的焊机不一定显示准确,这时根据电弧是否
[最佳答案] 电流是调出丝速度的,电压是调焊丝飞溅度的。电压电流不匹配,电压大一些飞溅会变小(不可过大,度,需要自己掌握,电压比电流稍微大2.一般`````比如300的电流。电压调32.就可以了 就算给你一定的数值,两台焊机一样的数值,焊出来的效果也是不一样的,主要是你自己积累经验,你可以先把电压调到最大,电流不动,然后焊一下你就知道,好像是熔池的铁水很稀,你在把电压调到最小,你就发现铁水很稠。你然后电压不动,把电流调到最大,你会发现送丝很快,还可能会焊丝没有熔化就送出来了,你在把电流调到最小,你会发现送丝很慢,不就知
[最佳答案] 二保焊焊接电流 焊接电流的大小主要取决于送丝速度。送丝的速度越快,则焊接的电流就越大。焊接电流对焊缝的熔深的影响最大。当焊接电流为60~250A,即以短路过渡形式焊接时,焊缝熔深一般为1mm~2mm;只有在300A以上时,熔深才明显的增大。 二保焊电弧电压 短路过渡时,则电弧电压可用下式计算: U=0.04I+16±2(V) 此时,焊接电流一般在200A以下,焊接电流和电弧电压的最佳配合值。当电流在200A以上时,则电弧电压的计算公式如下。 U=0.04I+20±2(V)
[最佳答案] 如果是多功能的就把功能调到二保上(有的是写远控近控,应远控)下面说电流,给你几个电流电压配比,300A34V,250A30V,200A25V,150A22V,100A20V.电压可能
电流是控制焊缝熔深的(电流也可以理解为送丝速度,电流越大,在电压不变的情况下,单位时间内送出的焊丝越多,前提是电压足以让焊丝熔化),电压是
