
 手机网站
手机网站
手机网站
手机网站
 简述铸钢件的冷隔防止技术
简述铸钢件的冷隔防止技术
500x351 - 178KB - PNG
 铝合金压铸件冷隔的原因及解决方法-压铸
铝合金压铸件冷隔的原因及解决方法-压铸
213x211 - 10KB - JPEG
 山东省铸造协会
山东省铸造协会
458x227 - 73KB - JPEG
 叶轮铸造:求教冷隔的处理方案_百度知道
叶轮铸造:求教冷隔的处理方案_百度知道
1920x2560 - 414KB - JPEG
 亚什兰消失模涂料应用实例及涂料作用
亚什兰消失模涂料应用实例及涂料作用
482x225 - 24KB - JPEG
铜合金铸锭表面冷隔产生的原因是什么,有
710x613 - 74KB - JPEG
 铸件案例】锌铸件基座之孔内有冷隔、气孔
铸件案例】锌铸件基座之孔内有冷隔、气孔
640x465 - 33KB - JPEG
 铝合金压铸件冷隔的原因及解决方法
铝合金压铸件冷隔的原因及解决方法
345x253 - 19KB - JPEG
 冷隔产生的原因(第1页) - 图说健康
冷隔产生的原因(第1页) - 图说健康
600x450 - 23KB - JPEG
 铸铝转子的冷隔和电阻超差问题分析
铸铝转子的冷隔和电阻超差问题分析
641x280 - 22KB - JPEG
 铸件冷隔防治方法_远拓机电
铸件冷隔防治方法_远拓机电
720x433 - 32KB - JPEG
 铸铁件,怎么预防冷隔与浇不足?
铸铁件,怎么预防冷隔与浇不足?
600x240 - 17KB - JPEG
 白银B1级聚乙烯泡棉管阻燃隔冷隔热管_
白银B1级聚乙烯泡棉管阻燃隔冷隔热管_
650x450 - 210KB - JPEG
 铸铝转子的冷隔和电阻超差问题分析
铸铝转子的冷隔和电阻超差问题分析
658x433 - 35KB - JPEG
冷隔-有色金属在线
710x1225 - 129KB - JPEG
简介:冷隔是制冷技术领域由水平搁架和与其连接的支承架构成的零件,水平搁架与支承架之间设有蓄冷腔。
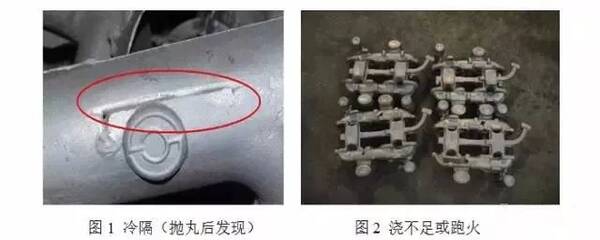
铸造冷隔1. 特征 金属液充型后,在金属液的交接处融合不好,而且在铸件中产生穿透的或不穿透的缝隙称为冷隔。多出现在远离流道的铸件表面上和薄壁处。形状呈液体初流动时的形状,单挑光滑,边缘呈圆角。 2. 产生原因 1) 合金的化学成分不合适,出炉与浇注温度低,金属液氧化严重,流动性差。 2) 浇注系统
[最佳答案] 冷隔形成的原因一般就是铁水温度低、浇注速度慢,所以要提高浇注温度、加快浇注速度,一般球铁件的浇注时间从求化反应开始到浇注结束不能超过15分钟。这些对,赞同。也可
冷隔是指在两股金属汇聚处,因其未能完全熔合而存在明显的不连续性缺陷的铸件,这类缺陷的外观,常呈现为带有光滑圆边的裂纹或皱纹。 这两类缺陷的特点:一是在铸件检验中
[最佳答案] 隔形成的原因 一般就是铁水 温度低、浇 度 所 以要提高 温度、加快浇注速度 ,一般球铁件的浇注时间从求化反应开始到浇注结束不能超过15分钟。 还有,金属的流动性不好,同时温度不够,导致在铸件结构比较细小的地方,金属液还没有充分填满模子就冷凝,就造成细小结构铸造缺陷.经常出现这种情况,就需要提高浇铸温度,并且改良模具,尽量减少细小结构,改用浸润性更好的材料制造模具,或改用流动性更好的金属,或在金属中加入合金元素以改善流动性。
压铸件中冷隔 点击文档标签,更多精品内容等你发现~ 知道了 GG22936|2018-07-01 VIP专享文档 VIP专享文档是百度文库认证用户/机构上传的专业性文档,文库VIP用户或购买
[最佳答案] 浇不足是沙型没有全部充满。 冷隔是铸造后的工件稍受一定力后就出现裂纹或断裂,在断口出现氧化夹杂物,或者没有融合到一起。
